



Mögelspecifikationer
|
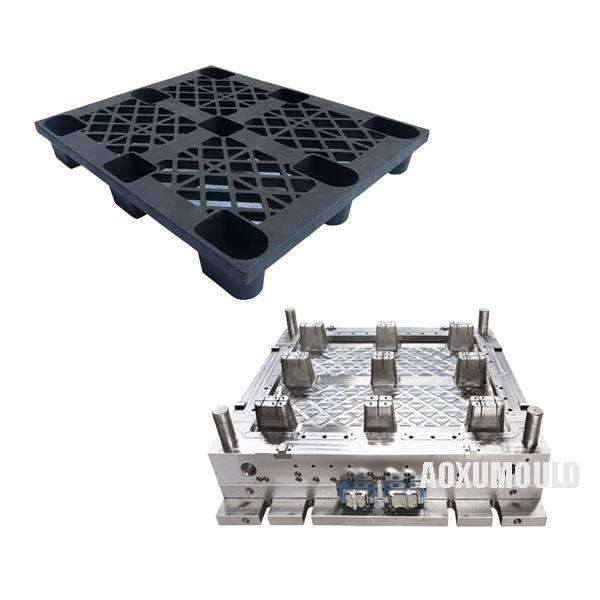
Formnamn |
Dynamisk pall |
|
Produktmaterial |
HDPE, plast |
|
Produktstorlek |
1200x1100x140mm |
| Produktvikt |
10,5 kg |
|
Mögelmaterial för hålrum och. Kärna |
P20 |
|
Mögelbas |
C45 |
|
Injektionssystem |
Heta löpare |
|
Lämplig injektionsmaskin |
2850T |
|
Formstorlek |
1980x1860x900mm |
|
Mögel livslängden |
mer än 500, 000 PCS |
Viktiga egenskaper hos dynamiska pallformar
1. Komplexdesign - Dessa formar skapar pallar med rörliga delar (t.ex. roterande sektioner, hopfällbara ben eller justerbara höjder) för bättre lagrings- och transporteffektivitet.
A. Flytta mekanismer (reglage, gångjärn, lyftare)
>Undercut -hantering - användningsreglage, lyftare eller hydrauliska kärnor för vikning/hopfällbara funktioner.
>Slät rörelse - säkerställa korrekta dragvinklar (1-3 grader) för att förhindra stickning.
>Slitmotstånd-hårda stålinsatser (H13/S136) i områden med hög friktion.
B. Optimering av väggtjocklek
>Uniformtjocklek (3–5 mm) –Prevent Warping/Sink Marks.
>Rib -förstärkning - tilläggsstyrka utan överskott av material.
2. Hög Precision - säkerställa smidig rörelse av dynamiska komponenter (gångjärn, reglage eller sammanlåsande mekanismer).
3.Berbar konstruktion-tillverkad från härdat stål (t.ex. P20, H13 eller S136) för att motstå högtrycksinjektionscykler.
4. Multikavitet eller familjformalternativ-alla massproduktion av pallar eller flera komponenter i en enda cykel.
5. Avancerade utkastningssystem - använder hydrauliska, pneumatiska eller mekaniska ejektorer för att frigöra komplexa delar utan skador.
>Stripperplattor eller ejektorstift - för komplexa geometrier.
>Försenad utkastning-för flerstegs rörliga delar.
Tillverkningsprocess av dynamisk pall mögel

- Design &. Teknik
Steg 1: Produkt- och mögeldesign
>3D -modellering (CAD) - Ingenjörer skapar en detaljerad design av den dynamiska pallen (inklusive rörliga delar som gångjärn, hopfällbara ben eller rullar).
>Mögelflödesanalys - Simuleringsprogramvara (t.ex. mögelflöde) kontrollerar för potentiella defekter (vridning, luftfällor eller ojämn kylning).
>Strukturanalys - Säkerställer att formen tål höginjektionstryck.
Steg 2: Mögellayout &. Kärn-/hålrumsplanering
>Parteringslinjebestämning - Bestämmer var formen delas upp i kärnan och hålrummet.
>Skjutreglage &. Lifterplacering - för underbekämpning (t.ex. vikningsmekanismer).
>Ejektionssystemdesign - Säkerställer smidig nedslagning av komplexa delar.
- Materialval och stålbearbetning
Steg 3: Att välja mögelstål
>Vanliga betyg för pallformar:
>P20 - bra balans mellan kostnad och hållbarhet (~ 300, 000 skott).
>H13 (varmt arbetsstål)-för områden med högkläder (~ 1 m+ skott).
>S136 (rostfritt stål)-Korrosionsbeständig för livsmedelskvalitetspallar.
Steg 4: CNC -bearbetning
>Grov bearbetning - Stålblock skärs i grundformer.
>Precision CNC -fräsning/sväng - skapar kärna och kavitet med snäva toleranser (± 0. 02mm).
>EDM (elektrisk urladdningsbearbetning) - för intrikata detaljer (t.ex. texturerade ytor).
>Slipning &. Polering-säkerställer släta mögelytor för defektfria pallar.
- Montering &. Montering
Steg 5: Mögelbasenhet
>Guide Pins & Bushings - Se till att du justerar.
>Ejektorstift - för avlägsnande av del.
>Sliders &. Lyftare - för rörliga pallkomponenter.
Steg 6: Hot Runner System Integration (om tillämpligt)
>Grenrörsinstallation - distribuerar smält plast.
>Nozzle & Heater -installation - upprätthåller ett konsekvent smältflöde.
- Testning &. Justeringar
Steg 7: T1 provförsök
>Inspektion av första skott-kontroller för defekter (handfat, blixt eller vridning).
>Dimensionell verifiering - säkerställer pallmöten specifikationer.
>Funktionell testning - Verifierar rörliga delar (vikning, häckning etc.).
Steg 8: finjustering
>Justera kylkanaler - optimerar cykeltid.
>Balanseringsflöde - förhindrar ojämn fyllning.
Massproduktion &. Kvalitetskontroll
>Steg 9: Produktionskörning
>Injektionsmaskininställning av formsprutning - Clamping Force (500 - 4000+ ton).
>Processövervakning - Temperatur, tryck och cykeltidskontroll.
Steg 10: Kvalitetskontroller
>DPI (dimensionell produktinspektion) - Verifierar toleranser.
>Lasttestning - Säkerställer pallen möter viktkapacitet.
>Testning av hållbarhet - Upprepade viknings-/utvecklingscykler.
Designer för produkt &. Forma

Het Runner Technology

1. Vad är ett hett löpare system?
Ett varmt löparsystem är en avancerad formsprutningskomponent som håller smält plast i flytande tillstånd när det reser från maskinmunstycket till mögelhålorna. Till skillnad från kalllöparsystem (som stelnar och kasseras som avfall) eliminerar heta löpare materialavfall och förbättrar cykeltiderna.
Nyckelkomponenter:
Grenrör - distribuerar smält plast jämnt till flera hålrum.
Värmare - underhåller plast vid optimal temperatur.
Munstycken - kontroller flyter in i varje mögelhål.
Temperaturkontroller - säkerställer exakt värmereglering.
2. Varför använda heta löparsystem för dynamiska pallformar?
Fördelar:
>Inget materiellt avfall - till skillnad från kalla löpare, ingen sprue eller löpare kasseras (minskar kostnaderna för stora pallar).
>Snabbare cykeltider - plast förblir smält, minskar kylning och utkastningstid.
>Bättre delkvalitet - konsistenta flöden minskar defekter som handfat märken eller vridning.
>Multikavitetseffektivitet-idealisk för högvolympallproduktion.
>Energibesparing - mindre upparbetning av bortkastad plast.
Nackdelar:
>Högre initialkostnad - mer komplex än kalla löpare -system.
>Underhåll krävs - Nozzles och värmare behöver periodiska kontroller.
>Inte idealisk för alla material - vissa termiskt känsliga plast (t.ex. PVC) kan försämras.
3. Typer av heta löpare -system
|
Typ |
Beskrivning |
Bäst för |
|
Öppen port |
Enkel munstycksdesign, ingen ventilstyrning. |
Tjockväggiga pallar, HDPE/PP. |
|
Ventilsport |
Använder en mekanisk ventil för att styra flödet. |
Högprecisionsdynamiska pallar (förhindrar drool). |
|
Termisk port |
Värmekontrollerad avstängning. |
Små till medelstora pallformar. |

4. Hot Runner vs. Cold Runner för pallgjutning
|
Särdrag |
Heta löpare |
Kalllöpare |
|
Materialtillfall |
Ingen |
15–30% avfall (sprue & löpare) |
|
Cykeltid |
Snabbare (ingen löpare kylning) |
Långsammare (måste coola löpare) |
|
Mögelkostnad |
Högre initialkostnad |
Sänka initialkostnaden |
|
Bäst för |
Högvolympallproduktion |
Pallar med låg volym eller prototyp |
5. Underhållstips för heta löpare formar
Regelbunden rengöring - förbehåller plastnedbrytningstäppande munstycken.
Temperaturövervakning - överhettning eller frysning.
Munstycksinspektioner - kontroll för slitage eller läckor.
Paket &. Leverans

Mögelkomponenter
Mögelstål

Het löpande system

Standarddelar

Hur man matar dynamiska pallformar?
1. Rengör formen regelbundet: Det är avgörande att rengöra formen efter varje användning för att ta bort eventuella skräp, damm eller rester som kan ha samlats. Använd en mjuk borste eller trasa för att försiktigt rengöra formen och undvik att använda hårda kemikalier som kan skada ytan. 2. Kontrollera för slitage: Kontrollera regelbundet formen för alla tecken på slitage, till exempel sprickor, chips eller repor. Om det finns någon skada är det viktigt att reparera eller ersätta de drabbade delarna för att förhindra ytterligare försämring. 3. Smörj rörliga delar: För att säkerställa smidig drift, smörja de rörliga delarna av formen regelbundet med ett lämpligt smörjmedel. Detta kommer att hjälpa till att minska friktionen och förhindra att delarna slår ut för tidigt. 4. Kontrollera för justering: Korrekt inriktning av formen är avgörande för att producera högkvalitativa pallar. Kontrollera regelbundet inriktningen av mögelkomponenterna och gör nödvändiga justeringar för att säkerställa korrekt och konsekvent formning. 5. Förvara formen ordentligt: När du inte används, förvara formen i en torr och ren miljö för att förhindra korrosion och skador. Undvik att förvara formen i direkt solljus eller extrema temperaturer som kan påverka dess integritet. 6. Följ tillverkarens riktlinjer: Följ slutligen tillverkarens underhållsriktlinjer för de specifika dynamiska pallformarna du använder. Dessa riktlinjer kommer att ge värdefull information om hur man ordentligt tar hand om och underhåller formen för att säkerställa optimal prestanda och livslängd.
|
Vanliga frågor
>1. Vilka typer av plastdynamiska pallar tillverkar du?
Vi är specialiserade på att tillverka ett brett utbud av plastdynamiska pallformar, inklusive stapelbara pallformar, reversibla pallformar, exportpallformar och specialdesignade pallformar för att tillgodose våra kunders specifika behov.
>2. Kan du anpassa en plastdynamisk pallform enligt våra krav?
Ja, vi har ett team av erfarna ingenjörer och designers som kan arbeta med dig för att skapa en anpassad plastdynamisk pallform som uppfyller dina unika specifikationer och krav.
>3. Vilka material använder du för att tillverka dina dynamiska pallformar?
Vi använder högkvalitativa och hållbara material som PP, PE, HDPE och PET för att tillverka våra plastdynamiska pallar, vilket säkerställer att de är starka, långvariga och motståndskraftiga mot slitage.
>4. Hur lång tid tar det att tillverka en dynamisk pallform?
Tillverkningstiden för en plastdynamisk pallform kan variera beroende på designens komplexitet och kundens specifika krav. Generellt tar det ungefär 55-65 dagar.
>5. Kan du hjälpa oss med underhåll och reparation av vår plastdynamiska pallform?
Ja, vi erbjuder underhålls- och reparationstjänster för våra plastdynamiska pallformar för att säkerställa att de förblir i optimalt arbetstillstånd under lång tid. Vårt team av tekniker är tillgängligt för att ge hjälp när det behövs.
>6. Vad är din prisstruktur?
Kostnad beror på: mögelkomplexitet (antal hålrum, objektglas etc.), material- och stålkvalitet och produktionsvolym. Pleasecontact oss för en skräddarsydd offert!
>7. Vad skiljer ditt företag från andra dynamiska pallformtillverkare?
Vårt företag sticker ut för sitt engagemang för kvalitet, effektivitet och kundnöjdhet. Vi använder de senaste teknik- och tillverkningsprocesserna för att producera dynamiska pallar av hög kvalitet som uppfyller de högsta industristandarderna. Dessutom prioriterar vi kundservice och strävar efter att bygga långvariga relationer med våra kunder.
Kunders feedback






