



Mögelspecifikationer
|
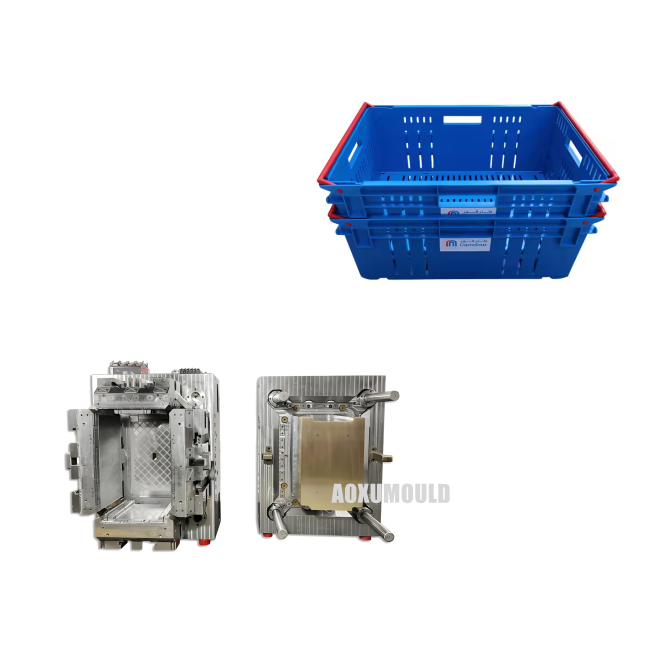
Formnamn |
Plasthäckande lådor |
|
Produktmaterial |
HDPE/PP |
|
Produktstorlek |
600 x 400 x 300 mm |
|
Mögelmaterial för hålrum och. Kärna |
P20/718H/H13/2738 |
|
Hålrums nr |
1 Havitet |
|
Injektionssystem |
Heta löpare |
|
Lämplig injektionsmaskin |
480T |
|
Formstorlek |
1050x780x700mm |
|
Mögelvikt |
6200 kg |
|
Mögel livslängden |
mer än 500, 000 PCS |
|
Leveranstid |
50 dagar |
Vad's UtrustningBehöver viPlastSpjällådaProduktionslinje?
1.RAW MATERIAL HANTERING SYSTEM
Råmaterial, Hopper Dryer, Automatic Loader, Mixing Blender
2. Molding utrustning
Formsprutningsmaskin, mögel.
Vi är specialiserade på att utforma och tillverka högpresterande injektionsformar för olika typer av plasthäckande lådor/containrar.
3.Cooling &. Avfallande
Kylenhet, robotarm
4. Postbehandlingsutrustning
Trimmaskin, trycksystem
Hur plastlådor är gjutna?

Plasthäckande lådor (även kallade plastpotes eller behållare) tillverkas vanligtvis genom formsprutning, en högeffektiv process för massproduktion.
1.materialförberedelser
- Råmaterial: polypropen (PP) eller högdensitetspolyeten (HDPE) -pellets väljs för deras hållbarhet, lätta egenskaper och återvinningsbarhet.
- Torkning: Pellets torkas för att ta bort fukt, vilket säkerställer optimal smältning och gjutning.
2. Formsprutningscykel
- Smältning: Pellets matas in i en formsprutningsmaskin och upphettas till ett smält tillstånd (vanligtvis 200–300 grader).
- Injektion: Den smälta plasten injiceras under högt tryck i en fördesignad stålformhålrum formad som lådan.
- Kylning: formen kyls snabbt (via vattenkanaler) för att stelna plasten i lådans struktur.
- Ejektion: När mögel har härdats öppnas formen och ejektorstiften skjuter ut den färdiga lådan.
3. Mögeldesign
- Anpassning: Formar är precisionsföreställningar för att definiera lådans storlek, väggtjocklek, handtag och staplingsfunktioner.
4. Efterbehandling
- Trimning: Överskott av plast (t.ex. blixt runt kanterna) tas bort manuellt eller via automatisering.
- Kvalitetskontroller: Lådor inspekteras för defekter, dimensionell noggrannhet och bärande kapacitet.
-Valfria tillägg: Funktioner som antislipstrukturer, etiketter eller RFID-taggar kan läggas till.
5. Automation och effektivitet
Moderna anläggningar använder robotarmar för att hantera formar och färdiga produkter, vilket möjliggör kontinuerlig 24/7 produktion med minimalt avfall.
Denna process säkerställer att plastlådor är robusta, lätta och idealiska för logistik, jordbruk eller detaljhandel.
HurTo design Than struktur avAPlastHäckningCRATE MOuLD?

Att utforma en plasthäckande lådform innebär ett systematiskt tillvägagångssätt för att säkerställa funktionalitet, tillverkbarhet och effektivitet. Här är en strukturerad uppdelning:
1. Del designöverväganden
- Avsmalnande väggar: Implementera en 1-3 graders dragvinkel på vertikala väggar för att underlätta nedslagning och möjliggöra häckning. Balansera utkast till vinkel för att undvika överdrivet utrymme mellan kapslade lådor.
- Uniform väggtjocklek: Håll 2–4 mm tjocklek (justera baserat på material, t.ex. PP eller HDPE) för att förhindra defekter. Ribs bör vara 5 0 - 70% av väggtjockleken med 0,5–1 graders utkast.
- Strukturella förstärkningar: Tillsätt revben i basen och sidorna för styrka. Justera revbenen med avfallsriktningen och säkerställa korrekt utkast.
- Handtag/staplingsfunktioner: Designhandtag som radierade utskärningar för att undvika stresskoncentrationer. Inkludera sammanlåsande fälgar/läppar för stabil stapling.
2. Mögelstrukturdesign
- Kärna och kavitet: Dela mögel i två halvor (kärna för inre ytor, kavitet för yttre). Se till att placering av avskedslinjen minimerar blixtens synlighet (t.ex. längs lådakanter).
- Venting: Integrera grunt ventiler (0. 0 2–0,04mm) vid avskedslinjen och djupa revben för att förhindra luftfällor.
- Kylsystem: Använd konform kylkanaler nära tjocka sektioner (t.ex. revben) för enhetlig kylning. Tänk på bafflar/bubblor för djupa områden.
- Ejektionssystem: Placera ejektorstift under revben och kanter för jämn kraftfördelning. Använd stripperplattor för stora ytor om det behövs.
-Gating: Välj kantgrindar för att säkerställa att även fyller och minimerar synliga märken. Undvik mittgrindarna såvida det inte är nödvändigt för symmetri.
3. Material och tillverkning
- Mögelmaterial: Välj P20/H13-stål för produktion med hög volym; Aluminium för prototyper/låga volymer.
- krympningskompensation: Skala mögeldimensioner genom materialkrympning (t.ex. 1,5–2% för PP).
- Ytfinish: Applicera textur för att dölja utdelningsmärken och förbättra greppet. Undvik hög glans.
4. Validering och testning
-Simulering: Använd mögelflödesanalys för att förutsäga fyllningsmönster, kylning och potentiella defekter (svetslinjer, varpage).
- Prototypning: Test med 3D-tryckta eller mjuka formar för att verifiera häckning, styrka och ergonomi.
- Toleranser: Se till att täta toleranser för sammanlåsande funktioner för att garantera konsekvent häckning.
5. Undvika komplexitet
- Underskott: Designhandtag som enkla utskärningar utan underskott för att eliminera behovet av bilder/lyftare.
- Förenklad utkast: Optimera dragvinklar och ejektorplacering för att undvika att fastna.
ÄrAHot Runner System behövsFeller plastHäckningLådinjektion mouLDS?

Beslutet att använda ett varmt löparsystem i plastlådor injektionsformar beror på:
1. Produktionsvolym
-Hot Runner rekommenderas: För långsiktig produktion med hög volym (t.ex. 100k+ enheter) minskar det materialavfall, förkortar cykeltiden och sänker kostnaderna.
- Kalllöpare tillräckligt: För små partier eller enkla formar erbjuder kalla löpare lägre kostnader i förväg.
2. Produktdesign
- Plastlådor är vanligtvis tunnväggiga och strukturellt enkla. En het löpare säkerställer enhetlig smältfördelning, vilket minimerar defekter som handfat märken eller varpage.
- Heta löpare utmärker sig i multi-grindkonstruktioner genom att balansera smältflödet.
3. Kostnad kontra effektivitet
- Hot Runner Pros: Eliminerar löpare skrot, påskyndar cykler, minskar efterbehandlingen.
- Hot Runner Cons: Högre mögelkostnader, komplexa underhåll och exakta temperaturkontrollkrav.
Mögelkomponenter
Mögelstål

Hot Runner System

Standarddelar

Paket &. Leverans

HurTo Underhåll av injektion av plastlådor?
Korrekt underhåll av plastfackinsprutningsformar är avgörande för att säkerställa produktkvalitet, förlänga mögelpanel och minska produktionsstopp. Följ dessa riktlinjer för effektiv mögelvård:
1. Dagligt underhåll
A. Rengör efter användning:
- Ta bort restplast, damm eller skräp från mögelytan, hålrummen och ventilationerna med mjuka borstar eller tryckluft.
- Undvik slipverktyg för att förhindra ytskrapor.
B. Löst:
-Applicera ett tunt skikt av högtemperaturresistent smörjmedel för att vägleda stift, ejektorstift och glidkomponenter.
- Använd smörjmedel utan silikon för att undvika föroreningar.
C.inspekt för skador:
- Kontrollera om slitage, sprickor eller korrosion på kritiska komponenter (t.ex. kärnor, håligheter, ejektorsystem).
- ta itu med mindre problem för att förhindra upptrappning.

2. Periodisk djup rengöring
A. Demonteringskomponenter:
- Demontera regelbundet ejektorstift, skjutreglage och kylkanaler för grundlig rengöring.
- Använd ultraljudsrengöring eller specialiserade mögelrengöringsmedel för envisa rester.
B. Kylsystemets underhåll:
- Spola kylkanaler för att förhindra uppbyggnad av skalor eller blockeringar.
- Säkerställa konsekvent kylvätskeflöde för att undvika överhettning.
3. Förebyggande av korrosion
A.Apply anti-rostbeläggningar:
- Använd rostinhibitorer eller skyddssprutor på mögelytor, särskilt under långvarig lagring.
- Kontrollfuktighet:
- Förvara formar i en torr, temperaturkontrollerad miljö (idealisk fuktighet:<50%).
4. Justering och kalibrering
A. Kontrollera mögeljustering:
- Kontrollera korrekt inriktning av mögelhalvor för att förhindra ojämnt slitage eller blinkande.
- Använd precisionsverktyg (t.ex. uppringda indikatorer) för justeringar.
B. Övervaka klämkraft:
- Se till att det optimalt klämtrycket för att undvika form deformation.
5. Reparation och ersättning
- Fixa mindre skador snabbt:
- Reparera repor eller bucklor med polering eller EDM (elektrisk urladdningsbearbetning).
- Byt ut slitna delar:
- Byt ut åldrande ejektorstift, bussningar eller tätningar för att upprätthålla funktionalitet.
6. Bästa metoder för lagring
A.Protect mögelytor:
- Pälsytor med mögelfrisättningsmedel eller anti-rostolja före lagring.
B. Använd supportblock:
- Sätt in trä/metallblock mellan mögelhalvor för att lindra spänningar på komponenter.
7. Dokumentation &. Utbildning
- upprätthålla loggar:
- Registrera underhållsdatum, problem och reparationer för spårbarhet.
- tågoperatörer:
- Se till att personalen följer lämpliga hanteringsförfaranden och säkerhetsprotokoll.
Kunders feedback

Kunders feedback
Varför välja oss för dina plasthäckande lådorinsprutningsformar?
1. Kompetens &. Precisionsteknik
Med över 16 års specialiserad erfarenhet av injektionsmögeldesign och tillverkning levererar vi högprecision, hållbara mögel skräddarsydda för plastlådor. Vårt ingenjörsteam kombinerar banbrytande CAD/CAM-teknik med praktisk kunskap om bransch för att optimera mögelprestanda, vilket säkerställer felfri produktionscykler och förlängd verktygslivslängd.
2. Anpassade lösningar för alla behov
Oavsett om du behöver stapelbara lådor, ventilerade mönster, tunga containrar eller branschspecifika funktioner, skapar vi formar som överensstämmer med dina exakta specifikationer. Vårt samarbetsmetod säkerställer att din designvision blir verklighet.
3. Kostnadseffektiv produktion
Vi utnyttjar avancerade material och strömlinjeformade processer för att minska långsiktiga kostnader. Våra formar minimerar materialavfall, påskyndar cykeltider och stöder utmatning av hög volym och maximerar din ROI.
4. Garanterad kvalitet
Rigorösa QA/QC-protokoll vid varje steg från prototyper till slutlig testning-defektfria formar. Vi prioriterar hållbarhet, dimensionell noggrannhet och enkel underhåll.
5. Snabb vändning, global räckvidd
Agile produktionsarbetsflöden och en beprövad meritlista av leverans i tid, även för komplexa projekt. Vi betjänar klienter över hela världen och erbjuder slutt till slut från design till service efter försäljning.
6. Hållbarhetsdriven innovation
Vi utformar formar för återvinningsbara material (t.ex. PP, HDPE) och energieffektiv tillverkning, vilket hjälper dig att uppfylla miljövänliga mål utan att kompromissa med styrka eller funktionalitet.





