



Mögelspecifikationer
|
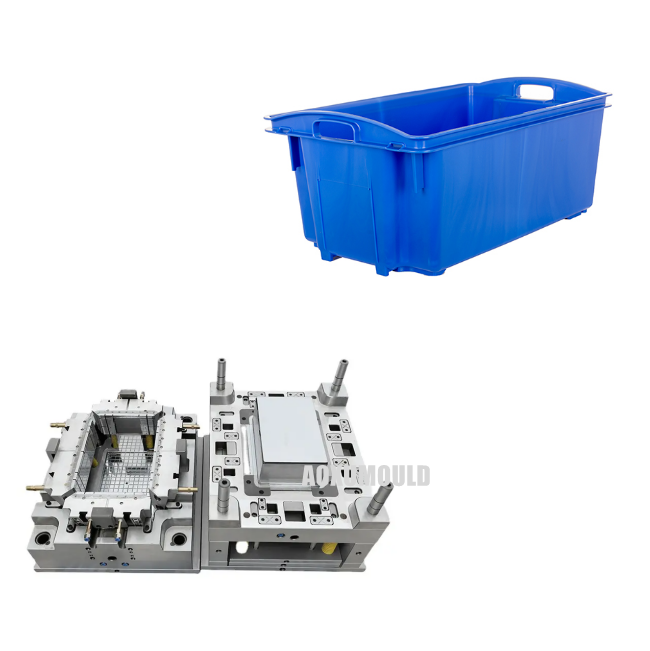
Formnamn |
Plastfisklåda |
|
Produktmaterial |
Hdpe |
|
Produktstorlek |
711 x 438 x 313mm |
|
Produktvikt |
3100 -GRAMS |
|
Produktförmåga |
55 liters |
|
Mögelmaterial för hålrum och. Kärna |
P20/718H/2738 |
|
Hålrums nr |
1 Havitet |
|
Injektionssystem |
Heta löpare |
|
Lämplig injektionsmaskin |
680T |
|
Formstorlek |
1250x880x720mm |
|
Mögelvikt |
6200 kg |
|
Mögel livslängden |
mer än 500, 000 PCS |
|
Leveranstid |
45 dagar |
Hur utformar jag en fisklådor?

Det är nödvändigt att ta hänsyn till många faktorer som produktstruktur, materiella egenskaper, formningsprocess och mögel liv omfattande när man utformar injektionsformen av plastlådor. Här är de viktigaste designstegen och övervägandena:
1. Produktstruktur och formdesignanalys
Storlek och väggtjocklek: lådor är vanligtvis stora (såsom fisklådor, logistiklådor, förvaringslådor), det är nödvändigt att säkerställa att formkavitetsstyrkan är tillräcklig, väggtjockleken är enhetlig (i allmänhet 2. 5-4 mm) för att undvika krympning eller deformation.
Förstärkande staplar och funktionell struktur: Vid utformning av förstärkningsstänger (tjocklek mindre än eller lika med 50% av huvudväggens tjocklek), staplingsspår, handtag etc. är det nödvändigt att överväga frisläppande (vanligtvis 1-2 examen) och fylla svårigheter.
Avdelning av avskedningsytor:
Avsked längs lådans maximala profil för att undvika omvänd spänne.
Avskedlinjen är dold så långt som möjligt i icke-utseende ytan (såsom lådans botten eller kant) för att minska blixtens påverkan på utseendet.
2. Gating System Design
Grindtyp:
Sidport: Lämplig för små och medelstora lådor, låg kostnad, men måste manuellt klippa av grinden.
Latent grind: Automatisk avlägsnande, lämplig för automatiserad produktion.
Multi-punkts heta löpare: Stora fisklådor används ofta för att förkorta fyllningstiden och minska svetsmärken (såsom symmetrisk limning på lådans fyra hörn).
Flödeskanalbalans: Symmetrisk layout används för att säkerställa att smältan är jämnt fylld och undviker vridning (såsom H-formad flödeskanal).
Kallfoderbrunn: Ställ in i slutet av huvudströmmen för att förhindra att kall foder blockerar grinden.
3. Kylsystemdesign

Följ formen på vattenvägen: Ordna kylrör längs behållarens profil, särskilt för djupa hålrum och förstärkta områden (såsom sidoväggarna och botten av behållaren).
Zone Temperaturkontroll: Tjockväggiga områden (såsom roten till handtaget) Stärker kylningen för att förhindra ojämn sammandragning.
Materialval: Kopparlegering eller beryllium kopparinsatser för lokal effektiv kylning.
4. Ejektor och ejektorsystem
Överst Rod Layout:
Jämnt fördelade längst ner och sidoväggarna i lådan för att undvika utkastningsdeformation.
Ejektorstångens diameter är större än eller lika med φ5mm (φ 8-12 mm för stora omsättningsboxar), och antalet bestäms enligt det projicerade området.
Gasassisterad utkastning: Den djupa kavitetsomsättningsrutan kan utrustas med en luftventilens hjälputkast.
Release lutning: inre lutning större än eller lika med 1 grad, ytterväggens lutning 0. 5-1 grad (PP/HDPE -material).
5. Design av avgassystem
Avgasspår: Ställ in i avskedningsytan, ejektorhålet och insatsgapet, djup 0. 02-0. 04mm (pp material).
Vakuumventning: Vented stål eller ventilerade stålinsatser finns tillgängliga för djupa kavitetsområden.
6. Mögelstruktur och urval av material
Mögelmaterial: Pre-Hard stål (såsom P20/718H), malltjocklek större än eller lika med 300 mm (stor mögel).
Kavitet/kärna: Hög hårdhetsmaterial (t.ex. S136, NAK8 0), ytan polerad till Ra0,2μm eller mindre.
Guid- och mögellåsning: Lägg till koniska positioneringsblock och lutande styrkolumn för att säkerställa noggrannhet för formstängning.
7. Test och optimering
Processparametrar: Steginjektion (först långsam och sedan snabb), långvarig tryckhållningstid (kompensation för krympning).
Problemlösning:
Krympning: Öka hålltrycket eller justera grindpositionen.
Svetsmärken: Optimera antalet grindar eller öka smältemperaturen.
Deformation: Justera kylvattenvägen eller tillsätt supportkolumn.
Vilken typ av stål för plastfisklådor?
Valet av stål för plastfisklådor bör omfattande överväga faktorerna som mögelliv, bearbetningsprestanda, korrosionsbeständighet, poleringskrav och kostnad. Följande är en sammanfattning av vanligt använda stål och deras applikationsscenarier:

1. Förhärdad stål (förhandad die stål)
- Typiska betyg: P20 (3CR2MO), 718H (modifierad P20), NAK80 (Tatsu, Japan)
- Funktioner:
-P20: Hårdhet HRC 30-35, enkel bearbetning, låg kostnad, lämplig för liten och medelstor batchproduktion.
-718 H: Högre hårdhet (HRC 35-40), bättre slitmotstånd och seghet än P20, lämplig för komplexa strukturer eller höga livskrav.
-NAK80: Pre-Hard State (HRC 37-43), utmärkt spegelpoleringsprestanda, lämplig för höga ytkrav (såsom transparenta fisklådor).
-Applikationsscenario: Vanlig plastfisklåda (PP/PE-material), ingen ytterligare värmebehandling, lämplig för små och medelstora formar.
2. Korrosionsbeständigt rostfritt stål
- Typisk betyg: 420 (4CR13), S136 (ASSAB), HPM38 (Hitachi)
- Funktioner:
- 420: Bra korrosionsbeständighet, hårdhet hrc 48-52 (värmebehandling krävs), lämplig för fuktiga eller salta miljöer (som vattenlevande bearbetningsanläggningar).
- S136: rostfritt stål med hög renhet, utmärkt korrosionsbeständighet, utmärkt poleringsprestanda, lämplig för långvarig kontakt med vattenformar.
- Användningsscenario: Fisklådor med hög luftfuktighet, havsvattenkontakt eller ofta rengöring.
3. Högt slitstödet varmt arbetsstål
- Typisk betyg: H13 (4CR5MOSIV1)
- Funktioner:
- Hög temperaturmotstånd (över 500 grader), utmärkt slitstyrka, lämplig för formsprutning med hög hastighet eller ofta uppvärmnings-/kylformar.
- Behöver värmebehandling (hårdhet HRC 45-50), hög kostnad.
- Applikationsscenario: Massproduktion eller innehållande glasfiberförstärkt plast (såsom förstärkt PP -fisklåda).
4. Ekonomiskt kolstål
- Typisk betyg: 45# stål, S50C
- Funktioner:
-Långa kostnader, men dåligt slitage och korrosionsbeständighet, som kräver ytbehandling (såsom kromplätering, nitrering).
- Lämplig för liten batchförsöksproduktion eller form med låg precision.
- Tillämpliga scenarier: Tillfälliga formar eller scenarier med låg budget.
Materialvalsförslag
1. Vanlig fiskbox (PP/PE, liten och medelstora sats): P20 eller 718H föredras, med hänsyn till kostnad och liv.
2. Hög korrosionsbeständighet: Välj 420 eller S136 rostfritt stål för att undvika rost som påverkar formens livslängd.
3. Hög ytfinish: NAK80 eller S136, för att säkerställa att fisklådans utseende är felfri.
4. Stor batchproduktion: H13 eller hög hårdhetsverktygsstål (som D2), förbättrar slitmotstånd.
5. Produktion av låg kostnadsförsök: 45# Stålytbehandling.
- Kylsystemdesign: Stålvärmeledningsförmåga påverkar injektionseffektiviteten, H13 och kopparlegeringsinsatser optimerar kylning.
-Mouldstorlek: Storleksformar måste välja stål med god härdbarhet (som 718H) för att undvika värmebehandlingsdeformation.
-Bearbetningsteknik: Pre-Hard Steel kan bearbetas direkt och andra stål måste reservera värmebehandlingsbidrag.
Det rekommenderas att genomföra djupgående kommunikation med mögelleverantörer enligt faktiska produktionsbehov (produktion, plasttyp, miljöförhållanden) och genomföra stålprestanda vid behov.
HurTo EomsorgTdenMögel med lång livslängd?
För att säkerställa livslängden för injektionsmögel är det nödvändigt att utföra omfattande hantering från design, tillverkning, användning, underhåll och andra länkar. Här är några viktiga åtgärder:
1. Val av formmaterial
- Högkvalitativt stål: Välj stål med hög slitstyrka, hög seghet och korrosionsbeständighet enligt produktkrav (såsom H13, S136, NAK80, P20, etc.).
- Materialmatchning: Med tanke på egenskaperna hos injektionsmaterial (såsom plastformar som innehåller glasfibrer som är lätta att bära), välj mögelstål med högre hårdhet eller bättre ytbehandling.
2. Rimlig formdesign
- Strukturell optimering: Undvik skarpa hörn eller tunn väggkonstruktion för att minska spänningskoncentrationen; Rationell utformning av nedslagen lutning för att minska demouldmotståndet.
- Kylsystem: Uniform kylkanallayout för att undvika lokal överhettning vilket resulterar i termisk trötthet eller deformation.
- Flödeskanal och avgasdesign: Minska flödesmotståndet för smält plast, ställ rimligt avgasstanken för att undvika fångad gas eller förbränning.
- Avdelningsyta och matchande noggrannhet: För att säkerställa att avskedytan är slät, mögel, fingerborg och andra delar av samordningsgapet är rimligt, minska slitage.
3. Precisionstillverkningsprocess
- Värmebehandlingsprocess: Genom att släcka, härdas och andra processer för att förbättra formens hårdhet och seghet.
-Sytebehandling: Nitriding, kromplätering, PVD -beläggning (som tenn, tialn) och annan teknik för att förbättra ythårdhet och korrosionsbeständighet.
- Bearbetningsnoggrannhet: Se till att mögeldelarna (såsom spegelpolering) dimensionell noggrannhet och finish (såsom spegelpolering).
4. Standardoperation
- Optimering av formsprutningsparameter:
- Temperaturkontroll: Ställ in cylindertemperaturen och formtemperaturen rimligt för att undvika termisk spänning orsakad av för hög eller för låg.
- Tryck och hastighet: Minska injektionstrycket och hastigheten för att minska mögelpåverkan.
-Pressurhållning och kyltid: Ställ in tryckhållningstiden rimligt för att undvika överfyllning; Se till att tillräcklig kylning innan du öppnar formen.
-Vill överbelastning: Överbelastningsproduktion är förbjuden (såsom överskridande av klämkraften eller injektionsvolymgränsen).

5. Regelbundet underhåll och underhåll
- Rengöring och förebyggande av rost:
- Rengör restplast och olja efter varje produktion för att undvika korrosion.
-Applicera anti-rostolja under långvarig användning och håll förseglad.
- Smörjhantering: Lägg regelbundet med hög temperaturfett till rörliga delar som fingerborg, glid- och guidepost.
- Kontrollera och reparera:
- Kontrollera regelbundet mögelyta, sprickor eller rost, reparera små skador i tiden.
- Ersättning eller renovering av starkt slitna delar som fingerborgar och skär.
6. Produktionsmiljökontroll
- Temperatur- och luftfuktighetshantering: Undvik mögelrost i fuktig miljö.
- Rengör råvaror: Se till att plast råvaror är fria från föroreningar (såsom metallpartiklar, damm) för att förhindra repor.
- Driftspecifikationer: Träningsoperatörer för att använda formar korrekt för att undvika våldsam demelation eller kollision.
7. Mögelövervakning och livshantering
- Antal användningsregister: Statistisk formgjutningstider, förutsäger livscykel.
- Regelbunden inspektion: Använd ultraljud, mikroskop och andra verktyg för att upptäcka interna sprickor eller trötthet.
-SPARE PARTSHANTERING: Förbered bär delar (som skär, fingerborg) i förväg för att förkorta underhållsstopp.
8. Hantera speciella situationer
- Mycket frätande material: Använd korrosionsbeständigt stål (såsom S316) eller tillsätt ytbeläggning.
- Högt glasfibermaterial: Användningen av högre hårdhet dör stål och stärker ytbehandlingen (såsom hård beläggning).
Kärnan i att förlänga livslängden för injektionsformar är:
Högt högkvalitativt material + vetenskaplig design
Precision Manufacturing + Standardanvändning
✅ Regulärt underhåll + förebyggande hantering
Genom systematisk livscykelhantering kan mögellivet förbättras avsevärt och produktionskostnaderna minskas.
Mögelkomponenter
Mögelstål

Hot Runner System

Standarddelar

HurTo ChouseA SoanvändigIutslagMgammalMvärmaFellerTdenFisklåda MouLD?

Att välja rätt injektionsgjutningsmaskin för lådformen kräver en omfattande utvärdering av mögelstorlek, produktmaterial, produktionseffektivitet och utrustningsprestanda. Här är de viktigaste stegen och hur man väljer parametrar:
1. Beräkning av kärnparametrar
(1) Klämstyrka
Mögellåsningskraft är den primära parametern för val av formsprutningsmaskiner, som måste täcka smälttrycket på mögelpartsytan:
Clamping Force (ton)=projicerat område (cm²) \ gånger materialtryck (MPA) \ div 1000 \]
- Projicerat område: Det maximala horisontella projicerade området (längd × bredd) i omsättningsboxen + området för hällsystemet.
-Materialtryck: Enligt materialvalet (PP/HDPE tar vanligtvis 30-50 MPA tar djup kavitet eller tunn vägg den övre gränsen).
Exempel:
Storleken på lådan är 500 × 400 mm, och området för hällsystemet är cirka 10%
Projicerat område=(50 cm × 40 cm) × 1. 1=2200 cm²
Klämkraft=2200 × 50/1000=110 ton (behöver välja större än eller lika med 120 ton modeller)
(2) Skjutvikt
Den teoretiska injektionsvolymen för formsprutningsmaskinen måste täcka den totala vikten av "produkt + löpare": injektionsvolym (g) större än eller lika med produktvikt \ gånger 1,5 \
Materialdensitet: pp om {{0}}. 91g/cm³, hdpe cirka 0,95 g/cm³.
- Säkerhetsfaktor: i allmänhet 1. 5-2. 0, för att undvika injektionsvolymen på mer än 80% av maskinkapaciteten.
Exempel:
Omsättningsbox nettovikt 1500 g, löpare vikt 200 g, total vikt 1700 g
Teoretisk injektionsvolym större än eller lika med 1700 × 1. 5=2550 g (behöver välja injektionsvolymen större än eller lika med 3000G -modell)
(3) Skruvdiameter och stroke
- Skruvdiameter: Påverkande av mjukgöringshastighet och tryck är skruv med stor diameter lämplig för tjocka väggprodukter (omsättningsbox som vanligtvis används φ 60-90 mm).
- Injektionslag: För att möta smältfyllningsmängden, stroke större än eller lika med 4 gånger produktens tjocklek (djup kavitetsomsättningsbox behöver längre stroke).
2. Mögel- och utrustningsmatchning
(1) Mallstorlek och modul
- Mallstorlek: Mallen för injektionsmålningsmaskin måste kunna installera mögel (längd × bredd mindre än eller lika med mallstorleken).
- Mögeltjocklek: Mögelavslutningshöjd bör vara inom det minsta - maximala mögeltjockleksområdet för formsprutningsmaskinen.
Typisk storlek på omsättningsboxformen:
Mallkrav: 800 × 600 mm (liten) till 1500 × 1200 mm (stor)
Mögeltjocklek: 400-800 mm (måste matcha formutrymmet för formsprutningsmaskinen)
(2) Mögelöppningsresor och utkastningsutrymme
- Mögelöppningsslag: Det måste vara större än höjden på omsättningsboxen × 2 + säkerhetsavstånd (50-100 mm).
Till exempel: Omsättningsboxhöjd 300 mm → Öppningsslag större än eller lika med 300 × 2 + 50=650 mm.
- Ejektionsslag: Se till att ejektorstången helt kan trycka ut produkten (Deep Cavity -omsättningsboxen måste vara större än eller lika med 100 mm).
3. Andra viktiga faktorer
(1) Materialegenskaper passar
-Barrel -temperatur: PP -bearbetningstemperatur handlar om 200-280 examen, hdpe handlar om 180-260 grad, det är nödvändigt att säkerställa temperaturkontrollens noggrannhet för formsprutningsmaskinen.
- Skruvkomprimeringsförhållande: PP/HDPE Rekommenderat kompressionsförhållande 2. 5-3. 0 (Universal skruv kan vara).
(2) Produktionscykeloptimering
- Injektionshastighet: Stora omsättningsboxar kräver hög injektionshastighet (större än eller lika med 80% full eldhastighet) för att minska fyllningstiden.
-Fenergibesparingskrav: Servomotor eller allmotorisk injektionsmaskin kan minska energiförbrukningen (lämplig för massproduktion).
(3) Specialfunktionella krav
- Flerstegsinjektion: Stöd segmenterad kontroll av fyllning och tryckretention för att förbättra krympningen i tjocka väggområden.
-Core Pulling -funktion: Om omsättningsrutan har sidhål eller omvänd spänne, välj modellen med hydraulisk cylinder.
4. Urvalsprocess
A. Beräkna lägeslåsande kraft och injektionsvolym (kärnparameter screening).
B. Kontrollera mögelinstallationsstorleken (mall, mögeltjocklek, mögelslag).
C. Matchande materialprocesskrav (fatstemperatur, skruvtyp).
E. Utvärdering av ytterligare funktioner (automatiseringsgränssnitt, energibesparande konfiguration).
F. Verifieringsutrustningsvarumärke och stabilitet (Haitian, Zhenxiong, Engel och andra varumärken prisskillnad).
5. Typisk modellrekommendation (ta PP -omsättningsbox som exempel)
| Omsättningslådestorlek|Mögellåsningskraft|Injektionskvantitet|Rekommenderad modell |
| 300 × 200 × 150mm|60-80 ton|800-1200 G|Haitian MA1600/II |
| 500 × 400 × 300mm|120-150 ton|2500-3500 G|Zhenxiong JM128MK-III |
| 800 × 600 × 400 mm|300-400 ton|6000-8000 G|Engel Victory 370 |
- Faktisk testlägeverifiering: Efter teoretisk beräkning måste parametrar justeras genom testläget (såsom att minska klämkraften kan uppnås genom att optimera grindkonstruktionen).
- Reserverat uppgraderingsutrymme: Välj något större modeller för att anpassa sig till framtida mögelmodifieringar.
- Energikonsumtion och underhållskostnad: Full motorinjektionsmaskin har hög precision men dyrt pris, hydraulisk press är mer kostnadseffektiv.
Genom ovanstående metod kan det säkerställa en effektiv matchning av formsprutningsmaskin och omsättningsboxform, samtidigt som man tar hänsyn till produktionseffektivitet och kostnadskontroll.
Paket &. Leverans

Kunders feedback






