



Mögelspecifikationer
|
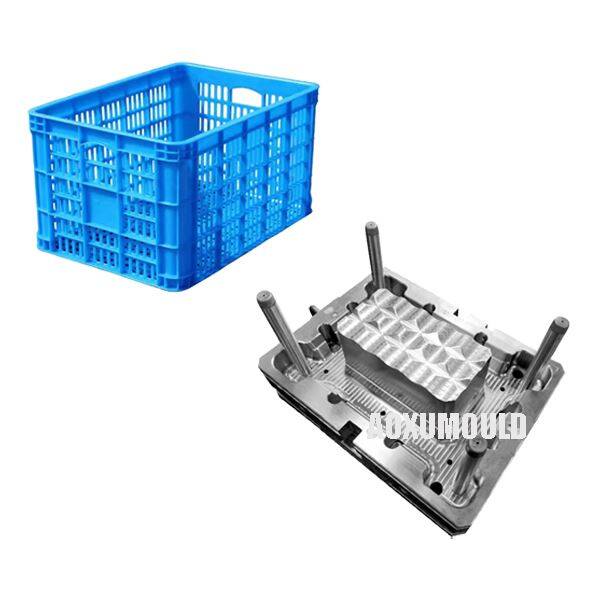
Formnamn |
Plastlåda mögel |
|
Lådan |
HDPE/PP, plast |
|
Lådstorlek |
450x320x258mm |
| Lådevikt |
1,15 kg |
|
Mögelmaterial för hålighet & . Kärnan |
P20, 718, 2738 |
|
Hålrums nr |
1 Havitet |
|
Injektionssystem |
Kall/het löpare |
|
Lämplig injektionsmaskin |
680T |
|
Formstorlek |
720x600x550mm |
|
Mögel livslängden |
mer än 500, 000 PCS |
Mögelkomponenter i plastlådor mögel

1. Core & Cavity (Mold Base)
Kärnan: Den manliga delen av formen som formar den inre strukturen i lådan .
Havitet: Den kvinnliga delen som bildar den yttre ytan .
Material: härdat stål (P20, H13, S136) för slitstyrka .
2. Ejektionssystem
Ejektorstift: Skjut den färdiga lådan ur formen efter kylning .
Ejektorplatta: Håller och flyttar ejektorns stift enhetligt .
Returnålar: Återställ ejektorsystemet för nästa cykel .
3. Kylsystem
Kylkanaler: cirkulera vatten eller olja för att kyla formen snabbt och minska cykeltiden .
Baffles & Bubbler Tubes: Förbättra kylningseffektiviteten i djupa sektioner .
4. Ventingsystem
Ventilingspår/stift: Låt instängda luft och gaser fly, förhindra defekter som brännskador eller tomrum .
5. Guide Pins & Bussings
Se till att exakt anpassning av kärnan och hålrummet för att undvika felanpassningar .
6. Sprue, Runner & Gate System
Sprue: ingångspunkt för smält plast .
Löpare: kanaler som distribuerar plast till flera hålrum .
Gates: Kontrollera plastflödet i kaviteten (vanliga typer: kantgrind, ubåtgrind) .
7. Skjutmekanismer (för komplexa lådor)
Sliders & Lifters: Används om lådan har underskrider (e . g ., handtag eller låsningsfunktioner) .
Vinklade lyftare: dra tillbaka för att frigöra underskattar under utkastet .
8. Supportpelare och plattor
Supportpelare: Förhindra avböjning av mögel under höginjektionstryck .
Klämplattor: Håll formen säkert i formsprutningsmaskinen .
9. Hot Runner System (valfritt)
Underhåller smält plast i löparna, minskar avfall och cykeltid .
Vilket plastmaterial att produceraCpriser?

1. polypropen (pp)
-Properties:
Lätt men ändå stark
Bra kemikalie- och fuktmotstånd
Utmärkt slagmotstånd (även vid låga temperaturer)
Kan göras UV-stabiliserad för utomhusbruk
-Kommonanvändningar:
Stapelbara/nestbara förvaringslådor
Matkvalitetslådor (FDA-godkända varianter tillgängliga)
Logistik och lagerlådor
2. Högdensitet polyeten (HDPE)
-Properties:
Höghållfasthetsförhållande
Utmärkt motstånd mot kemikalier och fukt
Bra UV -motstånd (för utomhuslådor)
Återvinningsbara och livsmedelssäkra alternativ tillgängliga
-Kommonanvändningar:
Tunga industrikat
Mjölklådor och dryckesbehållare
Jordbruksprodukter
3. Polyeten med låg densitet (LDPE)
-Properties:
Flexibel och lätt
God påverkan motstånd
Resistent mot syror och alkalier
Mindre styv än HDPE/PP
-Kommonanvändningar:
Lätta fällbara lådor
Icke-strukturella förvaringsfack
4. Akrylonitril butadienstyren (ABS)
-Properties:
Hög styvhet och seghet
Bra ytfinish (för estetiska lådor)
Resistent mot repor och effekter
Dyrare än PP/HDPE
-Kommonanvändningar:
High-end detaljhandelslådor
Fordonselagring
Mönster för produkt & . mögel

Nyckelpunkter för att utforma en högkvalitativ plastlådmögel
1. Crate Design & Funktionalitet
En . väggtjocklek
Optimalt intervall: 2 . 5–4mm (säkerställer styrka samtidigt som materialanvändningen minimeras).
Uniformitet: Undvik tjocka-tunna övergångar för att förhindra sjunkmärken och varpage .
B . Ribs & förstärkningar
Rib -design: bör vara 60–70% av huvudväggens tjocklek för att förhindra handfat märken .
Bosses & förstärkningar: Stärka handtag, hörn och staplingsfunktioner .
C . Utkast till vinklar
Minst 1–2 graders utkast för smidig utkastning (förhindrar stickning) .
Högre vinklar (3–5 grader) för strukturerade ytor .
D . Stacking & häckningsfunktioner
Sammanlåsande fälgar för säker stapling .
Avsmalnande väggar för enkel häckning (vid behov) .
2. Mögelstruktur och komponenter
A . Core & Cavity Design
Härdat stål (H13, S136, P20) för hållbarhet .
Spegelpolering för släta låda ytor .
B . Ejektionssystem
Ejektorstift placerade under revben/chefer för jämn kraftfördelning .
Stripperplattor för stora lådor för att undvika deformation .
C . kylsystem
Konform kylkanaler för enhetlig kylning (minskar cykeltiden) .
Baffles & Bubblers i tjocka sektioner för att förhindra hotspots .
D . venting
Ventilationer (0 . 02–0,04mm djup) för att frigöra fångad luft.
Porösa ventiler i djupa sektioner för att undvika brännmärken .
Gate & Runner System
Hot Runner System (för produktion med hög volym, minskar avfall) .
Cold Runner -alternativ (för enklare mönster) .
GATE Plats: helst på den icke-synliga sidan (E . G ., underkanten) .
Mögelkomponenter
Mögelstål

Hot Runner System

Standarddelar

Paket & . Leverans

Varför vi ber kunderna att tillhandahålla prover eller ritningar förVinneslutenMlutningChastighet?
1. Rengör formen regelbundet: Efter varje produktionscykel är det viktigt att rengöra formen noggrant för att ta bort alla rester eller skräp som kan ha samlat . använda en mjuk borste eller trasa för att försiktigt rengöra formen och säkerställa att alla ytor är fria från föroreningar .}
2. Kontrollera formen för slitage: Kontrollera regelbundet formen för alla tecken på slitage, såsom sprickor, repor eller bucklor . Ta upp eventuella problem för att förhindra ytterligare skador och säkerställa kvaliteten på de gjutna produkterna .
3. Smörj rörliga delar: För att förhindra friktion och slitage, smörj de rörliga delarna av formen regelbundet med ett lämpligt smörjmedel . Detta hjälper till att öka formens livslängd och säkerställa en smidig drift under formningsprocessen .
4. Förvara formen ordentligt: När du inte används, förvara formen i en ren och torr miljö för att förhindra skador från fukt eller damm . förvara formen ordentligt hjälper till att upprätthålla sin kvalitet och förlänga sin livslängd .}}
5. Följ rekommenderat underhållsschema: Kontakta tillverkarens riktlinjer för rekommenderade underhållsmetoder och schemalägga regelbundna underhållskontroller för att säkerställa formens optimala prestanda .
Genom att följa dessa underhållsmetoder kan du säkerställa att livslängden och effektiviteten i din plastlådor, i slutändan leder till produktion av högkvalitativa plastlådor för en mängd olika applikationer . Korrekt underhåll är nyckeln till att maximera livslängden för din form och uppnå konsekventa resultat i din produktionsprocess .}}
Vanliga frågor
>1. Vilka typer av plastlådor kan dina formar producera?
Vi tillverkar formar för:
Stackbara/nestbara lådor (logistik, jordbruk)
Tunga industrikat (fordon, lager)
Ventilerade råvaror (Food-Safe, USDA/FDA-kompatibel)
Fällbara/hopfällbara lådor (rymdsparande förvaring)
Anpassade lådor (med logotyper, handtag eller unika dimensioner) .
Vilka material är bäst för plastlådor?
Vi rekommenderar:
PP (polypropen)-Lätt, hållbar, kostnadseffektiv .
HDPE (högdensitet polyeten)-UV-resistent, tungt .
ABS-High-end, slagresistenta lådor .
>3. Kan du anpassa plastkorgsdesign enligt våra specifika krav?
Ja, vårt team av erfarna designers och ingenjörer kan arbeta nära dig för att skapa anpassade plastkorgsdesigner som uppfyller dina unika specifikationer och krav .
>4. Hur lång tid tar det vanligtvis att slutföra ett plastlåda injektionsprojekt?
Tidslinjen för att genomföra ett plastlådmögelsprojekt kan variera beroende på designens komplexitet och mängden lådor som behövs . Typiskt kommer det att ta 45-55 dagar .}
>5. Kan du tillhandahålla prover av dina plastlådor?
Ja, vi kan tillhandahålla prover av våra plastlådor för din granskning och godkännande innan du fortsätter med fullskalig produktion .
>6. Hur säkerställer du kvaliteten på dina plastlådor?
Vi har en rigorös kvalitetskontrollprocess för att säkerställa att varje producerad plastlåda uppfyller våra höga standarder för kvalitet och hållbarhet . Detta inkluderar regelbundna inspektioner och testning under hela tillverkningsprocessen .
>7. Vilka filformat accepterar du för mögelsdesign?
Vi arbetar med: . steg, . iges, . stp, . x _ t, eller till och med handskisser .}
Kunders feedback






