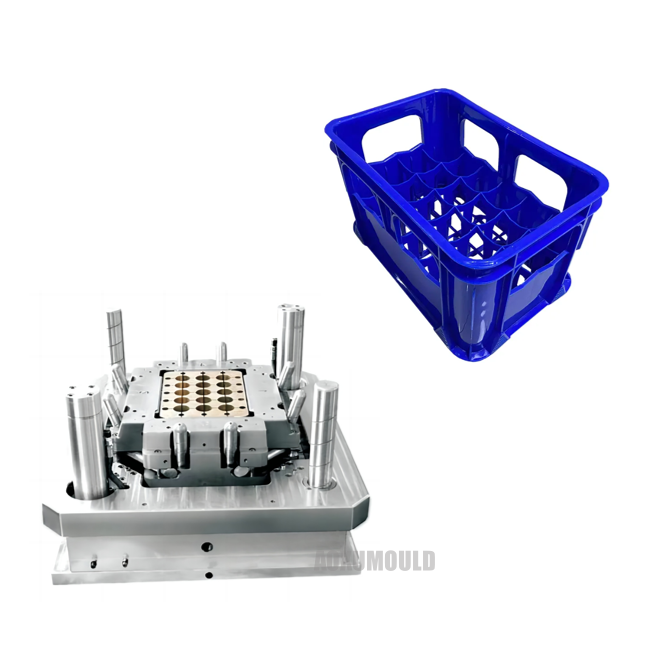




Mögelspecifikationer
|
Formnamn |
Plastlådor mögel |
|
Produktmaterial |
Hdpe |
|
Produktstorlek |
348x260x315mm |
| Produktvikt | 1,32 kg |
|
Mögelmaterial för hålrum och. Kärna |
P20/718H/H13/2738 |
|
Hålrums nr |
1 Havitet |
|
Injektionssystem |
Heta löpare öppna grindar |
|
Lämplig injektionsmaskin |
450T |
|
Formstorlek |
680x510x620mm |
|
Mögel livslängden |
mer än 500, 000 PCS |
|
Leveranstid |
50 dagar |
BerylliumBronsaIs UsedFellerColjigAt PartingSomdömePpastiskBeshelareLådform

Plastlådor är viktiga verktyg för att tillverka öllådor och är avgörande för att säkerställa produktionseffektivitet och kvalitet. När man gör plastölboxformar är kylsystemet en mycket viktig del, och att använda berylliumbrons som kylmaterialet vid avskedningsytan kan ge många fördelar.
Berylliumbrons har utmärkt värmeledningsförmåga, som snabbt och effektivt kan överföra värmen på formens yta till kylvattnet, vilket effektivt minskar temperaturen på formen, accelererar produktionshastigheten och förlänger formens livslängd. Denna effektiva kylningsmetod kan minska deformationen och slitage av ölboxformar under produktionsprocessen, vilket säkerställer stabiliteten och kvaliteten på produktionen.
2. Berylliumbrons är ett slitstödmaterial som effektivt kan förhindra slitage och skador på mögelytan, förlänga formens livslängd och minska underhållskostnaderna. Att använda berylliumbrons som kylmaterial vid avskedningsytan kan säkerställa smidigheten och precisionen på mögelytan, vilket gör produktionen av plastöllådor smidigare och effektivare.
Berylliumbrons har också utmärkt korrosionsbeständighet, som kan motstå korrosion av kemiska vätskor som syror och alkalier, vilket säkerställer den långsiktiga stabila driften av formar. Detta är särskilt viktigt för plastlådor, eftersom de ofta kommer i kontakt med olika kemiska lösningar och flytande råvaror under produktionsprocessen.
4. Att använda berylliumbrons som kylmaterial vid avskedningsytan på plastlådor kan förbättra produktionseffektiviteten, säkerställa produktkvaliteten, förlänga formens livslängd och minska underhållskostnaderna.
Design för produkt &. Forma

VarförIs hdpeChesnaFellerPpastiskBeshelareSpjällåda?
HDPE är förkortningen av polyeten med hög densitet och det är ett mycket vanligt plastmaterial. Det finns många fördelar med att välja HDPE -material när du tillverkar ölkorg.
Först och främst är HDPE en relativt stark och hållbar plast. Detta innebär att ölkorgen, tillverkad av HDPE, tål långvarig användning och upprepad hantering. Detta är av stor betydelse för öltillverkare och distributörer, eftersom de måste säkerställa säkerheten och integriteten för produkterna under transport.
För det andra är HDPE ett relativt lätt plastmaterial. Jämfört med metall eller andra tunga material är lådan som är gjord av HDPE lättare under hanteringen, minskar arbetstagarnas arbetsintensitet och hjälper till att förbättra effektiviteten och spara kostnader.
Dessutom är HDPE ett ekonomiskt material. Jämfört med vissa andra högkvalitativa plast är produktionskostnaden för HDPE relativt låg, vilket gör att ölkorgen är gjord av HDPE måttligt prissatt, vilket gör det till ett ekonomiskt val för tillverkare.
Dessutom är HDPE ett återvinningsbart plastmaterial. Idag, med kontinuerlig förbättring av miljömedvetenhet, har hållbar utveckling blivit fokus för människors uppmärksamhet. Att välja att använda återvinningsbart HDPE -material för att göra ölkorg kan minska påverkan på miljön och uppfylla miljöskyddskraven.
HurTo OpimiseraTdenExhaustSymsten avPpastiskBeshelareSpjällåda Forma?
I produktionsprocessen av plastölskorgsform kommer designen och optimeringen av avgassystemet direkt att påverka produktkvaliteten och produktionseffektiviteten. Ett bra avgassystem kan effektivt ta bort luft och gas, förhindra bildning av defekter som bubblor och korta skurar och säkerställa produktens ytbehandling och styrka.
För att optimera avgassystemet för plastlådans form kan vi vidta följande åtgärder:
1. Designa en rimlig avgaskanal: Under formkonstruktionssteget bör produktstrukturen och storleken övervägas fullt ut, och avgaskanalen bör rimligen utformas för att säkerställa att luft och gas kan släppas smidigt när plastmaterial fylls. Avgaskanalen ska vara så kort och rak som möjligt och undvika döda hörn och materialansamlingsområden för att säkerställa smidigt avgaser.
2. Öka antalet avgassportar: Att öka antalet avgassportar på formen på formen kan förbättra avgaseffektiviteten och förhindra att luft fångas i formen. Avgassportarna bör fördelas jämnt och täcker hela formens yta för att förhindra bildning av bubblor och korta injektioner i produktens högtrycksområde.
3. Justera avgasportens position: Enligt produktens specifika form och strukturella egenskaper justera avgasportens position. Avgassportar är vanligtvis inställda vid den längsta änden och den tjockaste delen av produkten för att säkerställa att luften kan släppas smidigt.
4. Använd avgasnålar eller pneumatiska avgassystem: Genom att ställa in avgasnålar på ytan av formen eller inuti mögelhålan och använda tryckluft eller vakuumsystem för att hjälpa till med avgaser kan avgaseffektiviteten förbättras och bildningen av bubblor och korta injektioner kan undvikas.
5. Rengör regelbundet avgassystemet: Rengör regelbundet och underhåll avgassystemet, ta bort ackumulerade material och föroreningar från avgassportarna och kanalerna, säkerställa smidigt avgaser och undvika blockeringar som kan orsaka dåligt avgaser.
För-DomformningTbeslag avPpastiskBeshelareSpjällåda IutslagForma
PLAX Öllådorinjektion Mögel måste genomgå förformationsbehandling (även känd som omvänd kompensationsdesign), främst för att motverka den irreversibla krympningen och deformationen av plast orsakad av materialegenskaper, processförhållanden etc. under injektionsmålning och kylning, vilket säkerställer dimensionell noggrannhet, strukturell styrka och livslängd för den slutliga produkten.
1. De inneboende defekterna av plastformning måste kompenseras
1.1 Materialkrympningsegenskaper
Plast (såsom HDPE, PP) genomgår volymkrympning när den smälts och kyls (typisk krympningshastighet 1,5% till 4%).
Anisotropisk krympning: krympningshastigheterna i flödesriktningen och den vertikala riktningen skiljer sig avsevärt (till exempel krymper HDPE med 1,5% i flödesriktningen och 3% i vertikal riktning), vilket resulterar i vridningsdeformation.
1.2 ojämn kylning
Skillnaderna i kylhastigheter i olika områden i formen kan orsaka termisk spänningskoncentration. Till exempel svalnar kanterna på plastöllådan snabbt medan mitten svalnar långsamt, vilket resulterar i konkav eller konvex deformation.
1.3 Molekylär orientering och restspänning
När smältan rinner är molekylkedjorna arrangerade längs flödesriktningen. Efter kylning bildas inre stress. Det kan släppas efter långvarig lagring eller under kraft, vilket resulterar i dimensionella förändringar.
2. Ölets funktionella kravspjällådadriva fördeformation
2.1 Högdimensionell noggrannhet krävs
Öllådan måste vara exakt samordnad med påfyllningslinjen och transportpallarna. Om den dimensionella avvikelsen överstiger ± 0. 5mm kan det leda till problem som flaskstoppning och instabil stapling.
2.2 Lastintensitetskrav
Varje fall måste bära 24 till 36 flaskor öl (med en total vikt på 15 till 25 kg). Om spänningskoncentration inträffar på grund av deformation är det benäget att spricka vid svaga punkter.
2.3 Krav på återvinning
Plastölsken måste tåla mer än 200 gånger lastning, lossning och rengöring. Fördeformationsbehandling kan förhindra irreversibel deformation orsakad av långvarig stressavslappning.
Urprövning avPlastlådor mögel
Mögelkomponenter
Mögelstål

Hot Runner System

Standarddelar

Paket &. Leverans

Vanliga frågor
>1. Vad är plastlådor?
Det är ett verktyg som används för att producera plastdelar genom att injicera plast i mögelhålan.
>2. Vilka material används för att göra plastlådor?
De vanligaste materialen som används för att göra formsprutor är högkvalitativt stål, såsom P20, 718, 2738, etc.
>3. Vad är processen att göra en plastlådor?
Processen för att göra en form inkluderar designteknik, maskinprogrammering, verktygstillverkning, mögeltestning och validering.
>4. Kan formar anpassas efter specifika produktkrav?
Ja, formar kan anpassas efter specifika produktkrav beroende på projektets utformning och specifikationer.
>5. Vad är några faktorer att tänka på när vi gör våra plastformar?
Vissa faktorer att tänka på när man gör plastformar inkluderar produktdesign, val av plastmaterial, val av formmaterial, injektionsmålmaskinkapacitet, kyltid och underhållskrav.
>6. Hur lång tid tar det att göra en uppsättning mögel?
Den tid det tar att göra mögel kan variera beroende på formens komplexitet och storlek.
Men det tar vanligtvis mellan 6 och 8 veckor.
>7. Vad kan göras för att säkerställa formkvaliteten?
För att säkerställa mögelkvalitet, korrekt design och teknik, högkvalitativa material och strikta kvalitetskontrollförfaranden bör användas under hela processen för att göra formen.
>8. Hur länge kan en form hålla kvar?
Livslängden på en form kan variera beroende på formens kvalitet, underhållsmetoder och driftsförhållanden. En väl underhållen mögel kan pågå i hundratusentals cykler.
>9. Vilka är fördelarna med att göra plastinjektformar?
Vissa fördelar med att göra plastformar inkluderar snabbare produktionstider, lägre kostnader per enhet, hög noggrannhet och förmågan att producera komplexa former och mönster.
>10. Kan vår plastlådor repareras och underhållas?
Ja, det kan repareras och underhållas för att förlänga livslängden. Regelbundet underhåll kan förhindra nedbrytningar och säkerställa konsekvent kvalitet.
Kunders feedback






