



Mögelspecifikationer
|
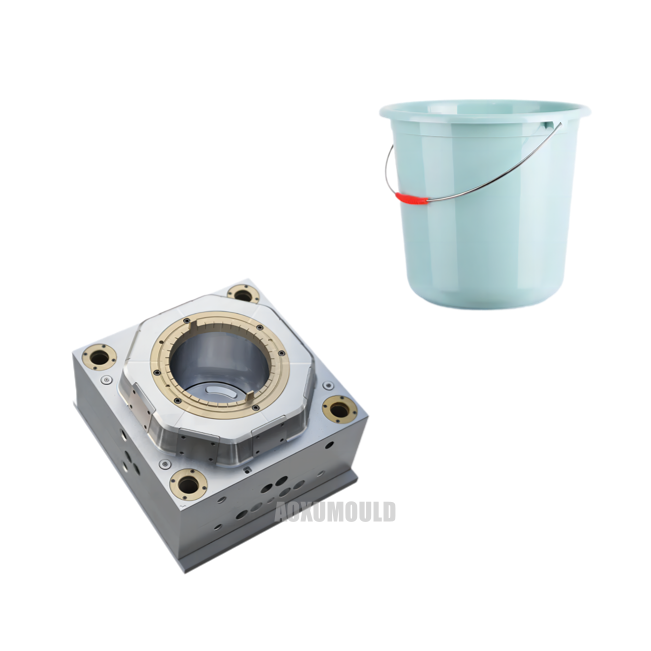
Formnamn |
Plastvatten hink |
|
Produktmaterial |
Pp |
|
Produktstorlek |
240x320x290mm (inkluderar hjul) |
|
Produktvikt |
550g |
|
Mögelmaterial för hålrum och. Kärna |
C45, P20, 718, 2738 |
|
Mögelbas |
C45 |
|
Injektionssystem |
Heta löpare öppna grindar eller ventilgrindar |
|
Lämplig injektionsmaskin |
550T |
|
Formstorlek |
490x630x575mm |
|
Mögel livslängden |
Mer än 300, 000 PCS |
VadDetailDo YouNeedTo PyAtententionTo WhönaDesignerandePefterföljandeBucket?

1. Materialval: Välj råvaror av hög kvalitet för att säkerställa att hinken har tillräcklig styrka och hållbarhet. Samtidigt är det nödvändigt att säkerställa att de valda plastmaterialet uppfyller relevanta säkerhetsstandarder och inte innehåller skadliga ämnen.
2. Kapacitetsdesign: Kapaciteten för hinken ska utformas efter användarnas behov och använda scenarier, vilket bör säkerställa att mängden vatten kan fyllas är tillräcklig, och bekvämligheten med att transportera och använda bör beaktas.
3. Strukturell design: Hinkens strukturella design bör vara rimlig, se till att den är fast och stabil och inte är lätt att deformation eller skada. Speciellt vid utformningen av anslutningsdelarna och handtagen är det nödvändigt att säkerställa lastbärande kapacitet och komfort.
4. Skopmunnkonstruktion: Utformningen av hinkmunnen bör ta hänsyn till bekvämligheten med att hälla vatten och rengöring, och kaliber bör vara måttlig, lätt att hälla vatten eller rengöra.
5. Utseende design: Förutom funktionalitet är utseendet på hinken också viktig. Det har en attraktiv utseende design, så att människor kan gilla det på en överblick och öka användarupplevelsen.
HurTo EnurTdenLoad-BörhängeCapacitet avPefterföljandeBucket?
Viktiga åtgärder för att säkerställa bärande kapacitet
1.Urval
Polyeten med hög densitet (HDPE): resistent mot påverkan och kemisk korrosion, är ett vanligt material i hinkar.
Polypropylen (PP): Lätt och resistent mot höga temperaturer, men kan bli spröda vid låga temperaturer.
Tillsätt förstärkningsmedel, såsom glasfiber eller kolfiber, för att förbättra materialstyvhet.
2.Strukturell designoptimering
Nedre förstyvning: Designa ett rutnät eller ringförstyvning för att distribuera bottentrycket.
Väggtjockleksfördelning: De nedre och sidoväggarna är förtjockade (vanligtvis är botten den tjockaste), och toppen kan tunnas på lämpligt sätt.
Avrundad övergång: Undvik högervinkelkonstruktion för att minska risken för brott orsakad av stresskoncentration.
3.Tillverkningsprocesskontroll
Parametrar för injektionsmålning: Exakt kontroll av temperatur, tryck och kylningshastighet för att undvika bubblor eller krympningsmärken.
Mögelnoggrannhet: Säkerställa enhetlig väggtjocklek och minska defekterna.
Efterbehandling: Gläder för att eliminera intern stress och förbättra långsiktig stabilitet.
4.Kvalitetskontroll och inspektion
Provtagningstrycktest: Simulera den faktiska belastningen för att upptäcka den kritiska deformation eller bristningspunkten.
Detektering av väggtjocklek: ultraljuds- eller lasertjockleksmätare för att säkerställa att tjockleken är upp till standard.
Släpptester: Verifiera slagmotståndet vid transport eller användning.
5.Miljöanpassningsbarhet
Temperaturpåverkan: Kylbeständiga material (såsom modifierad HDPE) bör väljas för miljöer med låg temperatur.
UV-skydd: Anti-UV-medel läggs till för att förhindra styrkaförlust på grund av åldrande.
För det andra, vanligt förekommande teststandarder
Plasthinkar bör testas i enlighet med internationella, nationella eller industristandarder, följande är vanliga standarder:
1. Internationella standarder
ASTM D1998: Utvärdering av långvarig hydrostatisk styrka (t.ex. krypresistens) hos HDPE-material.
ASTM D2412: Parallellplattbelastningstest, mätning av kompressionsresistensen för fatkroppen.
ISO 13268: Testa komprimeringsprestanda för underjordiska plastbehållare under temperaturcykler.
ISO 22498: Drop Test Method för plastbehållare.
2. Inhemska standarder
GB/T 13508-2011: Standard för polyetenblåsformade behållare, som täcker hydrostatisk, droppe och andra tester.
QB/T 2818-2017: Plast Drinking Water Barrel Industry Standard, som specificerar deformationshastigheten för lasten, tätningen, etc.
GB/T 4857.5: Släpptestmetod för förpackningstransport (simulerad belastning och lossningsprocess).
3. Testmetod
Statisk lasttest: Lastklassad vikt (såsom 1,5 gånger nominell kapacitet) i 24 timmar för att kontrollera om deformation eller läckage.
Släpptest: Fritt fall från en höjd av 1,2 till 1,5 meter (olika vinklar) för att observera om det är trasigt.
Trycktest: Internt tryck på designvärdet (såsom 0. 1MPA), håll 30 minuter utan läckage.
Miljötest: Testförändringar i bärande kapacitet vid hög temperatur (60 grader C) eller låg temperatur (-20 grad C).
Långsiktigt kryptest: Belastning i flera månader för att bedöma materialets motstånd mot deformation.
Design för produkt &. Forma

VadAreTdenProadStepsAochRekvationer avPefterföljandeVatten BuckeForma?

Först, plastvattenhinka mögelbehandlingssteg
1. mouLD Design
Produktanalys: Design enligt storlek, form, väggtjocklek, förstärkning och andra krav i skopan.
Avskedytedesign: Bestäm formens avskedningsyta för att säkerställa smidig avslag.
Gating System Design: Designlöpare, grind och avgassystem för att säkerställa enhetlig plastfyllning.
Kylsystemdesign: Designkylvatten för att säkerställa snabb och enhetlig kylning av formen.
Ejektorsystemdesign: Designa fingerborg eller toppplatta för att säkerställa en smidig frigöring av produkten.
2. Materialval
Die Steel: Vanligt använda P20, 718, H13 och andra högkvalitativa matstål, vilket kräver hög hårdhet, slitmotstånd och korrosionsbeständighet.
Ytbehandling: såsom nitriding, kromplätering, etc., förbättrar mögelytans hårdhet och slitstyrka.
3. MOuLD -bearbetning
Roughing: Användning av fräsmaskiner, svarvar och annan utrustning för preliminär bearbetning för att ta bort överskottsmaterial.
Efterbehandling: Precisionsbearbetning med hjälp av CNC -maskinverktyg för att säkerställa dimensionell noggrannhet och ytfinish.
Elektrisk urladdningsbearbetning (EDM): Används för bearbetning av komplexa former och fina strukturer.
Polering: Kaviteten och kärnan är polerade för att säkerställa en slät yta.
4. MOuLD
Delmontering: Montera de bearbetade delarna för att säkerställa precisionen för varje del.
Idrifttagning: För att testa formen, justera hällsystemet, kylsystemet och utkastningssystemet för att säkerställa formens normala drift.
5. MOuLD -testning och korrigering
Testform: Använd de faktiska produktionsmaterialet för att testa mögel, kontrollera produktstorlek, ytkvalitet och avlägsnande av förhållanden.
Korrigering: Enligt testresultaten korrigeras formen tills konstruktionskraven uppfylls.
För det andra, plastvattenhinka mögelbehandlingskrav
1. Dimensionell noggrannhet
Kavitetsstorlek: För att säkerställa att kavitetsstorleken är korrekt och i linje med produktdesignkraven styrs vanligtvis toleransen inom ± 0. 05mm.
Passa noggrannhet: Delarna passar jämnt, undvik blixt eller mögel.
2. Ytkvalitet
Finish: Kavitets- och kärnytans finish är höga, vanligtvis måste nå ra 0. 2 eller mindre.
Inga fel: Inga repor, sprickor, porer och andra defekter på ytan.
3. Strukturell styrka
Styvhet: Formen bör ha tillräcklig styvhet för att undvika deformation under formsprutning.
Slitmotstånd: Mögelytan måste härdas för att förbättra slitmotståndet och förlänga livslängden.
4. Kylsystem
Uniformkylning: Kylvattendesignen är rimlig för att säkerställa att alla delar av formen är jämnt kylda för att undvika produktdeformation.
Effektiv kylning: Hög kylningseffektivitet, förkortar injektionscykeln.
5. Hällsystem
Flödesvägsdesign: Flödesvägstorleken är rimlig för att säkerställa slät plastflöde och minska tryckförlusten.
GATE DESIGN: GATE Plats och storlek är lämpliga för att undvika produktytefel.
6. Mata ut systemet
Smidig utkast: Ejektionssystemdesign är rimligt för att säkerställa smidig frisättning av produkter, undvika deformation eller skador.
Inget spår: Det fingerborgs läget är rimligt att undvika att lämna uppenbara märken på produktens yta.
7. Avgassystem
Slät avgaser: Avgasstankdesignen är rimlig för att säkerställa en smidig utsläpp av gas i formen och undvika bubblor eller förbränning av produkten.
8. Serviceliv
Hållbarhet: Mögel måste ha en lång livslängd, vanligtvis kräver mer än 500, 000 gånger.
Enkelt underhåll: Mögelstrukturdesign är rimlig, enkel att underhålla och reparera.
Urprövning avPlastvatten hink
Paket &. Leverans

Mögelkomponenter
Mögelstål

Hot Runner System

Standarddelar

Vanliga frågor
F: Vilket material är plasthinkinsprutningsformen gjord av?
S: Det vanligaste materialet för tillverkning av injektionsformar är högkvalitativt stål, såsom P20, 718, 2738, etc.
F: Vad är processen att tillverka plastvattenhink?
S: Processen för att göra en form inkluderar designteknik, maskinprogrammering, mögeltillverkning, mögeltestning och validering.
F: Kan formen anpassas enligt de specifika kraven i produkten?
S: Ja, formar kan anpassas efter specifika produktkrav enligt projektets design och specifikationer.
F: Vilka faktorer ska vi tänka på när vi gör våra plastformar?
S: Några av faktorerna att tänka på när man gör plastformar inkluderar produktdesign, plastmaterialval, val av formmaterial, formsprutningsmaskinkapacitet, kyltid, krav på formunderhåll, etc.
F: Hur lång tid tar det att göra en plastvattenhink?
S: Den tid som krävs för att göra formen beror på formens komplexitet och storlek. Men det tar vanligtvis sex till åtta veckor.
F: Hur man säkerställer mögelkvalitet?
S: För att säkerställa formens kvalitet bör rimlig design och konstruktion, högkvalitativa material och strikta kvalitetskontrollförfaranden användas i hela mögelprocessen.
F: Hur länge håller en form?
S: Mögelens liv beror på formens kvalitet, underhållsmetoder och driftsförhållanden. En väl underhållen mögel kan användas hundratusentals gånger.
F: Vilka är fördelarna med att göra plastinjektformar?
S: Några av fördelarna med att tillverka plastformar inkluderar snabbare produktionstider, lägre enhetskostnader, hög precision och förmågan att producera komplexa former och mönster.
F: Kan våra plastvattenhinkformar repareras och underhållas?
S: Ja, våra plastvattenhinkformar kan servas och underhållas för att förlänga sin livslängd. Regelbundet underhåll kan förhindra fel och säkerställa kvalitetskonsistens.
Kunders feedback






