



Formspecifikationer
|
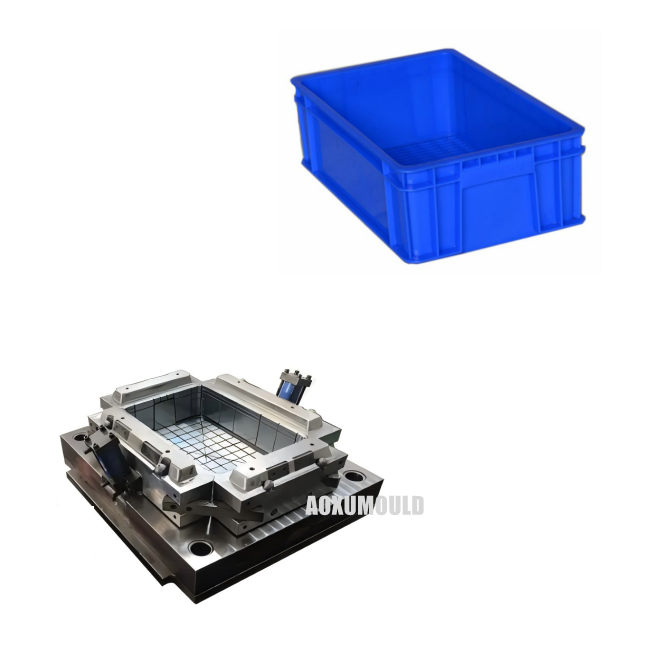
Formens namn |
Plast Industriell Crate Form |
|
Produktmaterial |
HDPE/PP |
|
Produktstorlek |
400X300X200mm |
|
Formmaterial för hålrum &. Kärna |
P20/718/H13 |
|
NEJ av kavitet |
1 hålrum |
|
Insprutningssystem |
Het löpare |
|
Lämplig injektionsmaskin |
450T |
|
Formstorlek |
850x7280x550mm |
|
Formvikt |
2600 kg |
|
Formens livslängd |
mer än 500,000st |
|
Leveranstid |
55 dagar |
Vad är industrilådor av plast?

En industrilåda av plast är en typ av behållare gjord av plastmaterial som är designad för användning i industriella miljöer.
1. Egenskaper:
- Hållbar: Den är byggd för att motstå påfrestningarna i industriella miljöer, som att vara motståndskraftig mot stötar, nötning och kemikalier. Denna hållbarhet säkerställer att den kan hantera tunga belastningar och frekvent användning utan att lätt gå sönder eller deformeras.
-Staplingsbar: Industrilådor av plast är ofta designade för att kunna staplas, vilket möjliggör effektiv lagring och transport. De kan staplas ovanpå varandra när de är tomma eller fyllda, vilket maximerar vertikalt utrymme i lager eller under frakt.
-Återanvändbara: De är återanvändbara, minskar avfallet och ger en kostnadseffektiv lösning för att transportera och lagra varor på lång sikt.
2. Använder:
-Lagring: De används för att lagra ett brett utbud av industriprodukter, inklusive delar, verktyg och råvaror. Deras enhetliga storlek och form gör dem lätta att organisera på hyllor eller i förvaringsställ.
-Transport: De används för att transportera varor inom en fabrik eller mellan olika platser. De kan enkelt flyttas med gaffeltruckar, palldomkrafter eller transportörsystem, vilket underlättar materialflödet i försörjningskedjan.
Vad's Storleken på industrilådor av plast?
Industrilådor av plast finns i en mängd olika storlekar.
Vanliga små lådor kan ha yttermått på cirka 30 - 40 centimeter i längd, 20 - 30 centimeter på bredden och 15 - 20 centimeter på höjden. Dessa är lämpliga för förvaring av mindre delar eller verktyg.
Medelstora lådor kan vara ungefär 40 - 60 centimeter långa, 30 - 40 centimeter i bredd och 20 - 30 centimeter på höjden och används ofta för föremål som medelstora maskinkomponenter.
Stora industrilådor av plast kan ha längder på 60 - 120 centimeter eller mer, bredder på 40 - 80 centimeter och höjder på 30 - 60 centimeter. De kan hålla skrymmande föremål som stora delar av industriell utrustning eller stora mängder mindre föremål.
Det är viktigt att notera att detta bara är generella intervall och den faktiska storleken beror på branschens specifika krav och de föremål som ska lagras eller transporteras.
Hur gör man en kvalitetsinsprutningsform för industriella spjäll?

Här är stegen för att göra en högkvalitativ industrilågssprutningsform:
1. Design
• Förstå kraven: Analysera noggrant utformningen av industrilådan, inklusive dess storlek, form, belastningskapacitet och eventuella speciella egenskaper som staplingsöglor eller dräneringshål. Tänk på vilken typ av plast som ska användas och dess egenskaper såsom krympningshastighet.
• 3D-modellering: Använd avancerad CAD-mjukvara (Computer - Aided Design) för att skapa en detaljerad 3D-modell av formen. Detta hjälper till att visualisera formstrukturen, placeringen av grindar (där plasten kommer in i formhålan), kylkanaler och ejektorstift.
2. Materialval
• Formbasmaterial: Välj högkvalitativt stål för formbasen. Förhärdade stål eller verktygsstål med god hårdhet, slitstyrka och seghet används ofta. Till exempel är P20-stål ett populärt val på grund av dess goda bearbetningsegenskaper och motståndskraft mot slitage under insprutningsprocessen.
• Hålrum och kärnmaterial: Välj material som tål högtrycksinsprutning av plast och upprepad användning. Vissa legeringar med hög temperaturbeständighet och utmärkta ytfinishegenskaper är att föredra för att säkerställa en slät yta på backen.
3. Tillverkningsprocess
• Fräsning och bearbetning: Använd precisionsbearbetningsverktyg som CNC-fräsmaskiner (Computer Numerical Control) för att skära formhåligheterna och kärnorna enligt 3D-modellens design. Bearbetningsnoggrannheten är avgörande för att de olika delarna av formen ska passa ihop exakt.
• EDM (Electrical Discharge Machining): För komplexa former eller fina detaljer som är svåra att uppnå genom fräsning kan EDM användas. Den använder elektriska urladdningar för att erodera materialet och skapa den önskade formen.
• Ytbehandling: Applicera lämplig ytbehandling på formen. Till exempel kan polering av hålrumsytan till en högblank finish förbättra ytkvaliteten på plastlådan och göra det lättare att frigöra delen från formen. Texturering kan också göras om ett specifikt ytmönster krävs på lådan.
4. Design av kylsystem
• Effektiva kylkanaler: Designa ett effektivt kylsystem med kylkanaler som är jämnt fördelade runt formhålan. Detta hjälper till att kontrollera nedkylningshastigheten för plasten, minska cykeltiderna och förhindra skevhet av lådan på grund av ojämn kylning. Diametern och layouten på kylkanalerna måste planeras noggrant.
5. Kvalitetskontroll
• Dimensionell inspektion: Använd precisionsmätverktyg som koordinatmätmaskiner (CMM) för att kontrollera dimensionerna på formdelarna mot designspecifikationerna. Eventuella avvikelser måste korrigeras för att säkerställa korrekt passform och funktion av formen.
• Provkörningar: Genomför provinsprutning med hjälp av formen för att kontrollera om det finns några defekter i plastlådan, såsom korta skott (ofullständig fyllning), blixt (överskott av plast) eller sjunkmärken. Baserat på resultaten av provkörningarna, gör justeringar av formen som att modifiera portdesignen eller justera injektionsparametrarna.
Vad är ledtiden för att göra en industriell sprutform?
Ledtiden för tillverkning av industriella formsprutningsformar är vanligtvis cirka 45 till 60 dagar, och följande är den tid som krävs för varje steg:
1. Designfas
• Produktanalys och schemadesign: Det tar cirka 3 till 7 dagar att utföra detaljerad analys av lådspecifikationer, strukturella egenskaper och kunders speciella behov, och utveckla preliminära designscheman.
• 3D-modellering och ritning: Det tar vanligtvis 5 till 10 dagar att skapa korrekta 3D-modeller och rita detaljerade 2D-ritningar med hjälp av professionell CAD-programvara för efterföljande tillverkning.
2. Materialköpsfas
• Stålanskaffning: tar vanligtvis cirka 3 till 7 dagar, enligt formdesignkraven för att köpa lämpligt stål, om mötet specialstål behöver anpassas eller leverantörer är slut i lager, kan tiden förlängas till 10 till 15 dagar .
• Tillbehörsanskaffning: Det tar 3 till 5 dagar att köpa standardtillbehör såsom fingerborg, skjutreglage, grindskydd etc., och 7 till 10 dagar eller ännu längre att skräddarsy specialtillbehör.
3. Tillverkningsstadiet
• Grovbearbetning: Användningen av CNC-fräsmaskin och annan utrustning för att grovbearbeta formämnet, ta bort det mesta av marginalen, tar vanligtvis cirka 7 till 10 dagar.
• Finishing: inklusive halvfinishing och finishing, finbearbetning av nyckeldelar som formhålighet och kärna för att säkerställa dimensionsnoggrannhet och ytkvalitet, vilket tar cirka 10 till 15 dagar.
• EDM: För komplexa former eller fina strukturer tar det cirka 3 till 5 dagar att uppnå specifik formbearbetning genom EDM-utsläppskorrosionsmaterial.
• Ytbehandling: Polering, nitrering, kromplätering och annan ytbehandling för att förbättra formytans hårdhet, slitstyrka och korrosionsbeständighet, tar cirka 3 till 7 dagar.
4. Kvalitetsinspektion och felsökningsfas
• Kvalitetsinspektion: Användning av CMM och annan utrustning för att genomföra en omfattande inspektion av formen för att säkerställa att dimensionsnoggrannheten samt form- och positionstoleransen uppfyller kraven, vilket tar cirka 3 till 5 dagar.
• Formtest och felsökning: Utför 2 till 3 formtester och justera och optimera formen efter plastdelarnas skick efter varje test, vilket tar cirka 7 till 10 dagar.
Vilka är de vanligaste defekterna i industriella backformar och lösningar för att undvika dem?
Här är några vanliga defekter i industriella lådformar och sätt att undvika dem:
1. Korta skott
Defektbeskrivning: Korta skott uppstår när plastmaterialet inte helt fyller formhålan. Detta resulterar i en ofullständig eller delvis formad industrilåda med saknade sektioner.
Orsaker och undvikande:
Otillräckligt injektionstryck eller volym: Kontrollera inställningarna för formsprutningsmaskinen. Se till att insprutningstrycket och volymen är tillräckliga för att fylla hela formrummet enligt lådans design. Trycket kan behöva justeras baserat på typen och viskositeten på den plast som används. Begränsat materialflöde: Detta kan bero på en smal eller blockerad grind. Designa grindar som är av lämplig storlek och form för att möjliggöra ett jämnt materialflöde. Kontrollera även om det finns några hinder i löparsystemet. Håll löparen och grinden rena och fria från skräp under gjutningsprocessen.
2. Blixt
Defektbeskrivning: Flash är överskottsplasten som sticker ut från mld-avskiljningslinjen eller andra öppningar. Det ger ett oraffinerat utseende till industrilådan och kan även påverka dess funktionalitet.
Orsaker och undvikande:
Felaktig stängning av formen: Se till att formens klämkraft är korrekt inställd. Om kraften är för låg kan det hända att mld inte stängs tillräckligt tätt, vilket gör att plasten kan sippra ut. Kontrollera regelbundet mld - stängningsmekanismen för slitage och justera klämkraften efter behov.
Utslitna eller skadade formytor: Med tiden kan formytorna slitas ner eller skadas, vilket skapar luckor vid avskiljningslinjen. Inspektera och underhåll regelbundet formens yta. Polera eller reparera skadade områden för att säkerställa en tät tätning.
3. Sänkmärken
Defektbeskrivning: Sänkmärken är fördjupningar eller ihåliga områden på ytan av den gjutna industrilådan. De förekommer vanligtvis i områden med tjocka sektioner och orsakas av att plasten krymper när den svalnar.
Orsaker och undvikande:
Ojämn väggtjocklek: Designa lådan med mer enhetliga väggtjocklekar. Undvik plötsliga förändringar i tjocklek som kan leda till differentiell kylning och krympning. Om tjocka sektioner är nödvändiga, överväg att lägga till ribbor eller andra strukturella egenskaper för att minska sannolikheten för sjunkmärken.
Otillräcklig kylning: Säkerställ ett effektivt kylsystem. Kylkanalerna bör utformas för att ge jämn kylning över formen. Justera nedkylningstiden och kylvätskeflödet enligt plastmaterialets egenskaper för att minimera krympningsrelaterade problem.
4. Vridning
Defektbeskrivning: Vridning avser förvrängning av den gjutna industrilådan från dess avsedda form. Detta kan göra det svårt att stapla eller använda lådorna som avsett.
Orsaker och undvikande:
Ojämn kylning: I likhet med sjunkmärken kan ojämn kylning orsaka skevhet. Kontrollera kylsystemets design och se till att kylvätskan är jämnt fördelad runt formen. Tänk också på formmaterialets värmeledningsförmåga och dess inverkan på kylningslikformigheten.
Felaktiga formsprutningsparametrar: Felaktiga inställningar såsom insprutningshastighet, packningstryck och hålltid kan påverka den interna spänningsfördelningen i den gjutna delen och leda till skevhet. Optimera dessa parametrar genom försök och fel och baserat på plastmaterialets egenskaper.
5. Ytdefekter (repor, fläckar, etc.)
Defektbeskrivning: Dessa kan inkludera repor på lådans yta, fläckar från nedbruten plast eller en grov struktur.
Orsaker och undvikande:
Formens ytkvalitet: Säkerställ en ytfinish av hög kvalitet på formen. Eventuella repor eller grovhet på formytan kommer att överföras till den gjutna delen. Polera formytorna regelbundet och hantera dem varsamt under underhåll och drift.
Kontaminering: Håll plastmaterialet rent och fritt från föroreningar. Förvara den i en ren miljö och använd korrekta hanteringsprocedurer för att förhindra att smuts, fukt eller andra främmande ämnen kommer in i materialet och påverkar ytkvaliteten på de gjutna lådorna.
Paket &. Leverans

Formkomponenter
Formstål

Hot Runner System

Standard delar

Kundernas feedback

Du kan dela mer specifik kontaktinformation som e-postadress, telefonnummer eller onlinekontaktformulär så att intresserade parter kan kontakta dig angående tillverkning av plastformen för industriella lådor. Eller så kan du leta efter potentiella kunder genom olika kanaler som industriutställningar, företagskataloger och onlinetillverkningsplattformar för att marknadsföra din formtillverkningstjänst.





